Łupanie kamienia po nowemu
Kamienna kostka szacunkowo ma 3% udziału rynku kostki drogowej. Powalczmy o podwojenie tej wielkości.
Kostka granitowa to produkt bardzo rozpowszechniony. Firmy, które się tym zajmują, można śmiało podzielić na dwie grupy. Pierwsza z nich to firmy, które poprzez łupanie kostki pozbywają się odpadów produkcyjnych, druga to te, dla których produkcja kostki jest zajęciem podstawowym. Niezależnie jednak od tego, o której grupie mówimy, technologia jest podobna. W przypadku firm o dużej produkcji spotykamy już linie technologiczne, w których początkowym procesem jest łupanie większych brył, a końcowym produkcja kostki, jaka trafia do sprzedaży. Od pewnego czasu coraz większą popularnością cieszy się również kostka produkowana z ciętych płyt.
Przyglądając się procesowi łupania nasuwa się pytanie: czy taka produkcja musi być realizowana w całości ręcznie? Większość producentów zapewne stwierdzi, że inaczej się nie da. O tym właśnie rozmawiamy z panem Grzegorzem Wojdyło z firmy Euro Tech Plus – przedstawicielem firmy Gestra w Polsce.
Dariusz Wawrzynkiewicz: Zajmuje się Pan łupiarkami już od wielu lat.
Grzegorz Wojdyło: Tak – nasza firma, jako spółka z o. o. istnieje od 2000 roku, natomiast czeska firma Gestra, której jesteśmy przedstawicielem, od 1990 roku. Mamy, zatem już sporo doświadczeń.
DW: Zawsze uważałem, że ręczna produkcja kostki to dość niebezpieczne zajęcie dla pracowników, dlatego tak bardzo zainteresował mnie temat automatyki w takim procesie. Wiem, że Gestra opracowała ciągi technologiczne automatyczne do łupania kostki betonowej. Czy można podobnie podejść do kostki kamiennej?
GW: Tak, dla kamienia prowadziliśmy próby w „półautomacie”,
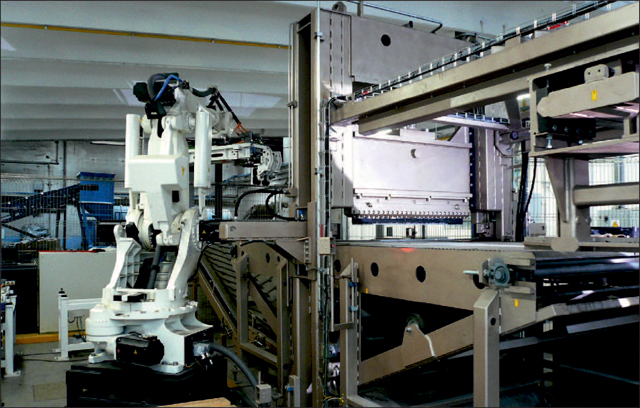
ale pełna automatyzacja procesu – nawet taka z zastosowaniem robotyki – też byłaby możliwa. Ale zacznijmy od początku. Produkujemy maszyny dla linii technologicznych manualnych, półautomatycznych, automatycznych oraz automatycznych z wykorzystaniem robota. Te ostatnie są najbardziej zaawansowane i obowiązują je najbardziej rygorystyczne przepisy BHP. Spełnienie tych norm bezpieczeństwa eliminuje możliwość zaistnienia wypadku. W tym systemie stosowane są wszechstronne zabezpieczenia nie pozwalające na obecność ludzi w sąsiedztwie linii technologicznej np. zamki Euchnera czy systemy mutingu.
Linia produkcyjna jest ogrodzona – żeby wejść do środka trzeba włożyć personalną kartę magnetyczną (system informatyczny notuje każde wejście). W momencie włożenia karty magnetycznej, maszyna kończy cykl, robot ustawia się w pozycji spoczynkowej i dopiero wtedy możliwe jest wejście pracownika. Prędkość i wydajność pracy jest bardzo wysoka, dlatego jest też możliwość awaryjnego zatrzy- mania linii. Dodatkowo istnieje zabezpieczenie przed uruchomieniem linii, kiedy ktoś jest w polu pracy. Jest to specjalna kłódka, którą osoba wchodząca musi założyć, aby wejść w zasięg pracy – bez zdjęcia kłódki ponowne uruchomienie linii jest niemożliwe.
DW: Jak w praktyce wyglądałaby produkcja z wykorzystaniem automatyki w kamieniu?
GW: Załóżmy, że produkujemy kostkę fakturowaną z płyt ciętych (góra płomieniowana, boki surowo łupane, spód cięty lub surowo łupany). Operator przywozi płyty na palecie i przed ogrodzeniem stawia je na podajnik. Paleta z płytami wjeżdża do środka i robot układa płyty na podajniku (w systemie bez robota, mamy urządzenie, które podnosi paletę i zsuwa kolejne płyty na podajnik). Płyta na podajniku jest pozycjonowana, dosuwana i odłupywany jest jej nierówny brzeg. Podajnik rozsuwa się, odłupany odpad spada i jest wywożony do osobnego pojemnika. Pozostała część przesuwa się i zostaje przetworzona na kostkę o zadanych wymiarach.
Możliwa jest kontrola jakości, poprzez system kamer. Wtedy wszystkie kostki, których rozmiary nie mieszczą się w założonej tolerancji są usuwane z linii produkcyjnej.
Na koniec robot układa kostki na palecie – ułożenie jest bardzo równe, co ułatwia później pracę montażystom. Robot jest w stanie poobracać nawet wyprodukowane kostki tak, jak to zostanie założone przez operatora.
Warto pamiętać, że specjaliści od robotyki potrafią zaprogramować niemal każde zadanie – zapomnijmy o tym, co nam się wydaje niemożliwe i przedstawiajmy swoje potrzeby, bez zakładania ograniczeń. Może się okazać, że jest to możliwe do realizacji.
DW: Czy w takiej linii automatycznej kostka jest łupana od razu wzdłużnie i poprzecznie?
GW: Istnieją możliwości zrobienia takiej maszyny, ale zwykle stosuje się rozwiązanie, w którym po przejściu przez maszynę, materiał obracany jest o 90o i ponownie łupany. Ten obrót może realizować robot lub – w wersji bez robota – obrotnica.
DW: Z tego, co Pan mówi wynika, że systemy automatyczne są dość powszechnie stosowane w produkcji kostki betonowej. Łupana kostka betonowa jest mocno konkurencyjna, a wprowadzenie do produkcji automatyki jeszcze tę konkurencyjność pogłębia.
GW: Niestety to prawda. Kostka granitowa produkowana jest metodami w zasadzie mocno przestarzałymi. Firmy układające kostkę zauważają różnicę między pracą z materiałem równo ułożonym na palecie, a tym przywiezionym w „bigbagach”. Czasy się zmieniły. Zwykle przytaczam takie porównanie: kiedyś po mleko maszerowaliśmy z tzw. „kankami” lub własnymi butelkami – co by powiedział ktoś, gdyby idąc do marketu musiał brać ze sobą butelki i nalewać mleko z dużej bańki? Nasza kostka granitowa jest obecnie tak sprzedawana. Rynek kostki drogowej jest ogromny. Z moich wyliczeń wynika, że udział w nim kostki kamiennej to około 1,5%. Jeśli uwzględnić eksport to i tak nie mamy nawet 3% rynku.
Smutne jest, że nasza branża zamiast starać się podwoić ten udział, walczy między sobą o te 3%. Poza tym przy aktualnych systemach produk- cyjnych, nie jesteśmy w stanie zaproponować odpowiedniej wydajności.
Jest jeszcze jeden aspekt – nasz system działania polega na tym, że produkujemy produkty, na które następnie szukamy klientów, a trzeba by wytwarzać takie produkty, których poszukuje klient. Przykładowo widziałem jak zakład betonowy podszedł do zagadnienia umocnienia skarpy. Zaprojektowano bloczki, system ich mocowania i montażu (całą technologię), które składają się jak lego. Uruchomiono produkcję i sprzedaż jest pewna.
Można by taką skarpę obłożyć bloczkami kamiennymi 20 x 40 cm. Ale układanie byłoby wymagające i czasochłonne. Brakuje u producentów kostki kamiennej wychodzenia naprzeciw potrzebom rynku i projektowania produktów do zastosowań specjalnych, które można by oferować potencjalnym klientom.
DW: W jakim zakresie automatyka poprawia wydajności produkcji?
GW: Na początek przytoczę wyniki, jakie uzyskiwane są w zakładach produkujących kostkę betonową, bo tu mamy sporo danych. W zakładach pracujących z robotami uzyskuje się wydajności rzędu 50 palet na zmianę wyrobu betonowego – bloczków formakowych (około 1,8 tony). Bez robota, ale w automatyce to około 40 palet w ciągu jednej zmiany, a w półautomatyce 20-30 palet. Przy pracy ręcznej wydajność to 15 –18 palet na zmianę.
W kamieniu byłyby podobne proporcje.
Mamy przykład w jednym z niemieckich zakładów gdzie w półautomatyce produkowane jest 16 palet kostki granitowej. Na drugiej zmianie pracuje człowiek uważający, że lepiej pracować ręcznie i produkuje na zmianie 3 palety. Kostka z obu zmian trafia na magazyn i trudno jest rozpoznać, która była łupana ręcznie, a która w automatyce.
W granicie systemy automatyczne najlepiej sprawdzają się przy produkcji kostki cięto-łupanej (góra płomieniowana, boki surowo łupane, spód cięty lub surowo łupany) – a taka jest poszukiwana przez rynek, bo układanie jest dużo szybsze.
Kostki tradycyjnej brukarz w ciągu zmiany ułoży może 8 m2, tej ciętej kilkadziesiąt metrów. To ważne, bowiem coraz trudniej pozyskać do pracy doświadczonych brukarzy, którzy radzą sobie z kostką tradycyjną. Trzeba wziąć pod uwagę, że klientami są firmy układające kostkę, a one szukają oszczędności kosztów i będą wybierać rozwiązania pozwalające na szybszą realizację zleceń.
DW: Czy miał Pan już zapytania od firm kamieniarskich o możliwości wprowadzania automatyki do procesu łupania kostki?
GW: Niestety nie. Firmy betonowe są o poziom cywilizacyjny bardziej rozwinięte. Prowadzimy rozmowy z kilkoma firmami kamieniarskimi – próbujemy przekonywać, ale na razie bez rezultatu. Nie czują nacisku konkurencji substytucyjnej. Pewnie boją się, iż nie będzie zbytu, a towar będzie zalegał na magazynie. Takie myślenie, to problem. W jednej z firm produkującej wyroby betonowych widziałem w magazynie ogromną ilość krawężników – gdzieś około 130 km. Właściciel twierdził, że to minimalna ilość jaką musi mieć aby handlować tym towarem. Tak powinno być, bo klient nie chce czekać. Gdybyśmy teraz pojechali do Strzegomia, to w całym mieście nie udałoby się nam kupić choćby 5 km krawężników granitowych.
Mamy w branży doskonały luksusowy produkt, na dodatek niedrogi. Zdarza się, że produkty betonowe są droższe. Tylko nie jesteśmy w stanie dobrze obsłużyć rynku. Mamy mercedesa, ale serwis jak dla konnych bryczek.
Z drugiej strony, w branży cały system marketingu i poszukiwania klientów raczkuje. Mam klienta – od betonu – do którego można pójść z rodziną w niedzielę na spacer. Przy zakładzie zbudował park, gdzie prezentowane są wyroby w normalnej zabudowie. Ten klient w okresie zimowym wysyła 6 ekip, które w różnych miejscach w Polsce ustawiają wystawki. Ale nie na zasadzie: „rzucimy te produkty w jakiejś hurtowni” – to musi być odpowiednio zaaranżowana prezentacja.
Pozostaje możliwość oferowania dobrych cen. Nie wierzę żeby zakład, który produkuje 20 palet na zmianę, nie mógł mieć lepszych cen, niż taki produkujący 3 palety.
DW: Większość czytających ten tekst powie, że łupanie kamienia to, co innego niż łupanie betonu. Jak to jest naprawdę? Czy faktycznie łupanie betonu stwarza mniej problemów niż kamienia?
GW: To mit. Łupanie betonu nie jest łatwiejsze od łupania kamienia. Współpracujemy w Czechach z ośrodkami naukowymi, gdzie proces łupania analizowany jest przy pomocy super szybkich kamer i wynikowo na wykresach możemy zobaczyć cały proces łupania – występujące siły, czasy i procesy fizyczne, jakie zachodzą. Przykładowo okazuje się, że czas powstawania szczeliny podczas łupania to tylko 200-250 ms.
Wszystkie badania wskazują, że łupanie kamienia nie stwarza więcej problemów niż łupanie betonu.
Obecnie pracujemy nad grupą maszyn, która pomiarowo wykazuje doskonałe wyniki w łupaniu kamienia – w tym w zakresie łupania piaskowców w kierunku poprzecznym do „słoi”, podobnie dobre rezultaty są osiągane dla granitu.
Mam sporo kontaktów w firmach betonowych – oni robią wszystko, żeby finalny produkt przypominał ten wykonany z kamienia – stąd te linie do łupania betonu. Jeśli w naszej branży nie zaczniemy się unowocześniać, to będziemy przegrywać z branżą betonową.
DW: Sytuacja jest trudna czy beznadziejna?
GW: Trudna tak – beznadziejna nie. Dlatego zachęcam wszystkich do dyskusji i działań ukierunkowanych na osiągnięcie wzrostu udziału w rynku do wspomnianego wcześniej podwojenia. Udział 6-procentowy (lub większy) jest możliwy, ale trzeba wiele zrobić. Między innymi zmienić podejście do rynku i produkcji
.
| « poprzednia | następna » |
|---|
Najnowszy numer
6/2025 (139)

Ogłoszenie drobne
kup, sprzedaj, zamień...

Reklama W Kurierze
Poznaj zalety naszego pisma
- Kurier Kamieniarski to dwumiesięcznik – najstarszy na rynku kamieniarskim, wydawany od 1997 r. Jest bezpłatnie wysyłany do ponad 4.000 osób i firm związanych z branżą kamieniarską.
- Nasza baza adresowa jest na bieżąco aktualizowana, a co tydzień dopisujemy do niej nowe firmy. Stale zdobywamy nowe kontakty biorąc udział w targach i spotkaniach branżowych.
- Osiągamy ponad 99% skuteczność - z wysłanych 4.000 egzemplarzy wraca do nas nie więcej niż 30-50 szt.