Technologie
Kontrastowo - nowa forma tradycyjnego nagrobka
 <strongWierzymy, że ludzie akceptują powtarzalne rozwiązania, ponieważ nie znają niczego lepszego. Współpraca z projektantami daje możliwość wyboru.
<strongWierzymy, że ludzie akceptują powtarzalne rozwiązania, ponieważ nie znają niczego lepszego. Współpraca z projektantami daje możliwość wyboru.
Wszyscy znamy obraz współczesnego polskiego cmentarza. Sztampowe nagrobki, z czego duża część chińskich. Powtarzalne wzory, kolory i detale. Tylko gdzieniegdzie historyczny nagrobek z dawnych czasów odcinający się od szarej rzeczywistości. Zawsze kiedy jestem na polskim cmentarzu zadaję sobie pytanie: "Czy ja bym to mógł zaprojektować lepiej?", "Czy dałoby się to zrobić inaczej?".
Na przykładzie naszego projektu nowoczesnego nagrobka inspirowanego gotykiem chciałbym przedstawić pokrótce praktykowany przez nas proces projektowy. Pomysł na "inny", nowoczesny nagrobek, nosiłem w głowie od paru lat. Wiosną 2013 myśl o designerskim nagrobku dojrzała. Przez następne parę miesięcy odwiedziłem ponad sto cmentarzy w całej Europie. W wielu miejscach odnalazłem bardziej lub mniej udane próby wyzwolenia się ze schematów. Niektóre rozwiązania były inspirujące, ale nigdzie nie znalazłem pomnika, który odpowiadałby moim założeniom.
Pracujemy zwykle "od ogółu do szczegółu".
1. Lokalizacja
To kluczowa sprawa. Odniesienie się do kontekstu jest szalenie ważne. Inaczej projektuje się nagrobek ładnie oświetlony, a inaczej z ekspozycją północną, lub zlokalizowany w cieniu drzew. Ważne będą też ewentualne sąsiednie zabytkowe nagrobki. Nie chcemy stanowić konkurencji, ale przecież nie może się też okazać, że mimo nowoczesnych technologii nie udało się sprostać zadaniu. W trakcie projektowania naszego modelowego nagrobka inspirowanego gotykiem ten etap musiał być uogólniony, gdyż chcieliśmy zaprojektować nagrobek uniwersalny, nadający się równie dobrze do różnych lokalizacji.
2. Życzenia klienta
Wszyscy to znamy. Gdzieś, coś się spodobało i trzeba spróbować spełnić życzenie. Nie należy jednak do wymagań klienta podchodzić bezkrytycznie. Czasem wiemy, że coś się na pewno nie sprawdzi i wyraźnie trzeba o tym klientowi powiedzieć, aby nie doprowadzić do porażki. Nie wolno zgodzić się na elementy, które zmniejszą funkcjonalność nagrobka lub spowodują problemy techniczne – na przykład brak odpływu wody.
3. Koncepcja
Zwykle zaczynamy od burzy mózgów, można wtedy z pośród licznych, często szalonych pomysłów wyłowić te najbardziej obiecujące i zająć się ich szlifowaniem. Następnie ze wstępnej idei wyłania się uproszczona forma, która zostaje stopniowo nasycona szczegółami. Pojawiają się szkice, modele, wizualizacje komputerowe. Stworzony przez nas nowoczesny nagrobek to próba przywołania pięknego rzemiosła i skonfrontowania go z nowoczesną techniką produkcji. Prosty, elegancki i dostojny kształt. Cały nagrobek stanowi jeden spójny element. Pierwszy opracowany przez nas wzór reliefu w nowoczesny sposób nawiązuje do średniowiecznych, gotyckich witraży.
4. Projekt szczegółowy
Po zaakceptowaniu koncepcji przez klienta pora na wykonanie szczegółowych rysunków wykonawczych. Na ich podstawie zakład kamieniarski może przygotować komplet elementów do montażu.
5. Prototyp
Prototypy naszego nowoczesnego nagrobka powstały jesienią 2013 roku. Ze względu na trudny kształt zdecydowaliśmy wykonać zaprojektowany nagrobek z materiału znanego człowiekowi od kilku tysięcy lat, a konkretnie z jego najbardziej zaawansowanej odmiany – betonu architektonicznego zbrojonego włóknem szklanym.
Uważamy, że powstała niejako kwintesencja nagrobka. Nagrobek, który przez swoją prostą i konsekwentną bryłę wywiera silny wpływ na obserwatora. Z tego też względu forma i detal zostały objęte ochroną wzoru przemysłowego. Obecnie opracowujemy kolejne wzory inspirowane innymi epokami historycznymi.
Marzymy jednak o zrealizowaniu naszego projektu z prawdziwego kamienia na przykład z czarnego "Szweda". Wierzymy, że za pośrednictwem Kuriera Kamieniarskiego znajdziemy firmę, która podejmie się tego trudnego zadania i że razem będziemy mogli uruchomić bardziej masową, chociaż wciąż dość ekskluzywną sprzedaż.
Chcielibyśmy również służyć swoją pomocą projektową w przypadku bardziej skomplikowanych, bądź nietypowych zleceń.
www.kontrastowo.pl

Autorzy:
Tomasz Skorupa – Ur. 1973, ukończył architekturę w Łodzi. Pomysłodawca Kontrastowa i nowej formy nagrobka. Od wielu lat prowadzi własną pracownię architektoniczną G3 Architekci, która ma na koncie kilkadziesiąt autorskich realizacji. Oprócz architektury, jego pasją jest fotografia – ma na koncie parę autorskich wystaw i publikacji. Od kilku lat amatorsko uprawia bieganie, ukończył kilka maratonów.
Urszula Tuszyńska – Ur. 1985, jest absolwentką Łódzkiej Politechniki (kierunek architektura i urbanistyka). Jako architekt pracuje od 7 lat. W dizajnie poszukuje rozwiązań nieoczywistych i zaskakujących, ale funkcjonalnych i dopasowanych do indywidualnych potrzeb klienta. Jest mężatką i mamą półtorarocznego Adrianka.
Jakub Stępień aka Hakobo – (ur. 1976) należy do 50 najważniejszych obecnie plakacistów na całym świecie (według Johna Fostera, autora książki New Masters of Poster Design: Poster Design for the Next Century). Doskonale czuje się również w identyfikacji wizualnej, działaniach na pograniczu sztuki i dizajnu, w modzie i ogólnie – grafice użytkowej. Współpracuje z wieloma instytucjami kulturalnymi m.in. z Muzeum Sztuki w Łodzi, CSW Zamek Ujazdowski, Galerią Design – BWA Wrocław, Tate Britain. Wśród jego klientów znajdują się: Pogo, Festiwal Łódź Design, Wyborowa, TVP i inni. W swoich realizacjach prezentuje charakterystyczny styl, inspirowany zarówno tradycyjnym graficznym rzemiosłem, jak i kulturą ulicy. Zbiór jego prac obejmuje zarówno zdyscyplinowane, proste układy, jak również realizacje wynikające z fascynacji kamuflażem, graficznym noizem i estetyką nadmiaru.
Kora kamienna - producent: Towarzystwo Eksploatacji Surowców Mineralnych
 Laureatem KLAUDIUSZA 2012 w kategorii „Najlepszy produkt – kamień naturalny”
na Targach Branży Kamieniarskiej KAMIEŃ-STONE 2012 zostało Towarzystwo Eksploatacji
Surowców Mineralnych za korę kamienną. Jury doceniło wykorzystanie kawałkowej struktury
i koloru kamienia dla stworzenia atrakcyjnego produktu rynkowego.
Laureatem KLAUDIUSZA 2012 w kategorii „Najlepszy produkt – kamień naturalny”
na Targach Branży Kamieniarskiej KAMIEŃ-STONE 2012 zostało Towarzystwo Eksploatacji
Surowców Mineralnych za korę kamienną. Jury doceniło wykorzystanie kawałkowej struktury
i koloru kamienia dla stworzenia atrakcyjnego produktu rynkowego.
Tajemnicą uroku kory kamiennej jest materiał, z którego powstaje – gnejs.
Zastosowanie kruszyw do celów dekoracyjnych staje się coraz bardziej popularne. Właściwości fizykochemiczne surowców pozwalają na ich trwałe wykorzystanie, a naturalny wygląd dobrze współgra z przyrodą otaczającą domowe zacisze albo małą architekturą przestrzeni publicznej.
Gnejs jest jedynym z tych kruszyw, który posiada odpowiednie walory estetyczne. Jego krystaliczna struktura oraz ciekawy przekrój warstwowy decyduje o niepowtarzalnych walorach dekoracyjnych. Oczka wodne, ścieżki ogrodowe, ogrodzenia, okładziny elewacyjne, podjazdy, skwery to tylko niektóre możliwości wykorzystania kruszyw gnejsowych. Inne zastosowania są ograniczone jedynie wyobraźnią.
Na uwagę zasługuje trwałość i odporność kruszywa gnejsowego na czynniki atmosferyczne, a także jego różnorodność – od drobnej mieszanki (grysu), przez korę kamienną, tłuczeń ozdobny, kamień laminowany po płytki łupane oraz głazy.
TESM jest dostawcą kory kamiennej z gnejsu wydobywanego w Kopalni Doboszowice I.
Wśród za let kory kamiennej wymienia się:
- naturalny wygląd pasujący do wszystkich roślin,
- odporność na warunki atmosferyczne,
- mrozoodporność,
- uniwersalną wagę (nie zatrzymuje wyrastania roślin, ale nie ulega też roznoszeniu przez wiatr),
- utrzymanie odpowiedniej wilgotności i kwasowości podłoża,
- wytrzymałość na ingerencję zwierząt,
- bardzo długą żywotność i trwałość,
- minimalizowanie wyrastania chwastów,
- nie brudzi,
- niepalność materiału,
- wytrzymałość na ruch pieszy oraz umiarkowane natężenie ruchu samochodowego .
Więcej o korze kamiennej:
www.tesm.pl
Łukasz Rydzoń tel. 519 341 661
Nowoczesne cięcie w zakładzie kamieniarskim
 Od kilku lat w Polsce zaobserwować można wyraźnie przyspieszony rozwój technologiczny w
branży kamieniarskiej. Po przystąpieniu Polski do Unii Europejskiej stanął dla nas otworem
rynek europejski, na którym wcześniej nie mogliśmy tak łatwo zaistnieć. Z drugiej strony firmy
ze "Starej Unii" uzyskały nieograniczony dostęp do polskich konsumentów. Ta nowa sytuacja
wymusiła na naszych krajowych dostawcach działania zmierzające do poprawy jakości
oferowanych produktów.
Od kilku lat w Polsce zaobserwować można wyraźnie przyspieszony rozwój technologiczny w
branży kamieniarskiej. Po przystąpieniu Polski do Unii Europejskiej stanął dla nas otworem
rynek europejski, na którym wcześniej nie mogliśmy tak łatwo zaistnieć. Z drugiej strony firmy
ze "Starej Unii" uzyskały nieograniczony dostęp do polskich konsumentów. Ta nowa sytuacja
wymusiła na naszych krajowych dostawcach działania zmierzające do poprawy jakości
oferowanych produktów.
Chcąc zaistnieć na unijnym rynku i sprostać jego wymaganiom polscy kamieniarze zmuszeni zostali do poniesienia olbrzymich nakładów inwestycyjnych, na rozwój i rozbudowę parku maszynowego. Na szczęście, dzięki funduszom unijnym było to i nadal jest o wiele łatwiejsze niż w starych krajach Unii. Producenci maszyn kamieniarskich, widząc dla siebie szansę bardzo szybko wyszli naprzeciw temu zapotrzebowaniu i zaczęli oferować na naszym rynku szeroką gamę nowoczesnych maszyn kamieniarskich.
Podstawowym narzędziem pracy w każdym zakładzie kamieniarskim jest piła do cięcia i formatowania płyt kamiennych. Dotychczas najczęściej spotykanymi urządzeniami tego typu były cyrkularki, z obrotowym stołem obróbczym, opcjonalnie wyposażane w programy do automatyki kolejności cięcia. Dziś coraz więcej zakładów kamieniarskich rozważa zakup piły 5-o osiowej, z obrotową głowicą i sterowaniem numerycznym. Urządzenia te pozwalają na całkowitą automatyzację procesu cięcia i formatowania płyt, ograniczając udział człowieka wyłącznie do załadunku surowej płyty na stół obróbczy oraz napisania i wystartowania programu sterującego maszyną. Poza typowym cięciem i formatowaniem płyt, piły pięcioosiowe pozwalają na wykonywanie bardziej skomplikowanych elementów, jak brodziki, umywalki a nawet rzeźby, w przypadku największych modeli. Na europejskim rynku przeważają maszyny włoskich producentów, spośród których na naszym rynku najczęściej spotkać można takie firmy jak GMM czy Breton.
Od niedawna, uznanie na polskim rynku zdobywa znany w całej Europie włoski producent firma Donatoni Macchine, którego wyłącznym przedstawicielem w Polsce jest firma Weha Sp.z o.o. ze Strzegomia. Firma skupia się wyłącznie na produkcji pił pięcioosiowych, przeznaczając ogromne środki finansowe na prace rozwojowe. W ofercie firmy znaleźć można modele typowo do produkcji elementów budowlanych o ograniczonej grubości, po modele charakteryzujące się bardzo dużym skokiem osi Z, do wykonywania masywnych elementów, jak rzeźby, fontanny, kolumny itp. Do tej pory zainstalowano w Polsce siedem pił Donatoni, z czego dwie rozbudowane o system podnośników przyssawkowych do automatycznego odsuwania wyciętych elementów gotowych poza obszar cięcia oraz z przystawkami do nacinania od spodu płyty. Jedna z ostatnio zamontowanych w Polsce pił Donatoni wyposażona została dodatkowo w system dwóch, automatycznie wymienianych stołów roboczych
Rozwiązanie takie pozwala na jednoczesną pracę piły oraz przygotowywanie materiału na drugim stole do kolejnych prac. Po zakończeniu cięcia na jednym stole maszyna automatycznie zamienia stoły i kontynuuje dalsza pracę. Dostępne jest również rozwiązanie z systemem stołów taśmowych, gdzie załadunek surowych płyt następuje poza maszyną, na stole uchylnym, następnie materiał jest pobierany przez maszynę przy pomocy mechanizmu taśmowego zintegrowanego z głównym stołem roboczym piły.
Oprogramowanie i możliwości
Standardowe oprogramowanie maszyny, zintegrowane z panelem sterowniczym umożliwia wykonywanie cięć seryjnych, z uwzględnieniem automatyki opuszczania w granicie, wycinanie łuków, okręgów oraz innych figur geometrycznych. Ponadto w standardzie otrzymujemy kilka prostych programów do frezowania i wiercenia. Obsługa programów zintegrowanych z maszyną jest intuicyjna i nie wymaga od użytkownika wcześniejszego doświadczenia. Opcjonalnie maszyny można wyposażyć w dodatkowe programy, poszerzające możliwości obróbcze. Jednym z przydatnych i funkcjonalnych programów jest "Parametrix". Program oferuje możliwość definiowania gotowych elementów, poprzez wprowadzanie odpowiednich wymiarów dla kształtów zawartych w bibliotece programu. Biblioteka obejmuje proste kształty typu prostokąt, a także wiele różnych form blatów kuchennych oraz bardziej skomplikowanych elementów. Możliwe jest również wczytywanie plików DXF z zewnętrznych programów. Po zdefiniowaniu pożądanych kształtów w łatwy sposób, graficznie rozmieszczamy je w polu roboczym, po czym możemy przystąpić do wycinania. Program potrafi współpracować z kamerą, opcjonalnie zainstalowana na maszynie, dzięki czemu możliwe jest pozycjonowanie elementów bezpośrednio na zdjęciu surowej płyty. Podczas rozmieszczania elementów w obszarze roboczym program oferuje nam wiele przydatnych funkcji, jak na przykład funkcja przyciągania elementów. Po wybraniu dwóch elementów możemy je ze sobą połączyć tak, aby dwie krawędzie sąsiadujących ze sobą płyt były wykonane jednym cięciem. Program standardowo oferuje kontrolę cięć kolizyjnych, tzn. kolejność cięć jest ustalana w taki sposób, aby nie został uszkodzony żaden z elementów. W przypadku, gdy koniec cięcia znajdowałby się w obszarze innego elementu program automatycznie zatrzyma się i wskaże nam konieczność przesunięcia zagrożonego elementu.
Klienci, którzy zamierzają wykorzystać 100% możliwości maszyny powinni zaopatrzyć się w zewnętrzny program CAD-CAM, oferowany jako opcja do maszyny. Do pracy ze swoimi maszynami producent wybrał sprawdzone i funkcjonalne rozwiązanie w postaci oprogramowania włoskiej firmy DDX. Oprogramowanie to charakteryzuje się bogactwem funkcji i możliwości obróbczych, przy zachowaniu przejrzystości i łatwości obsługi. Program, poza zwykłym cięciem umożliwia programowanie obróbki zgrubnej oraz dokładnej wysoce skomplikowanych form trójwymiarowych, powierzchni wklęsłych i wypukłych zarówno przy wykorzystaniu tarcz diamentowych, jak również wszelkiego rodzaju frezów. Po stworzeniu programu obróbczego możliwa jest jego symulacja graficzna, umożliwiająca wychwycenie ewentualnych błędów.
Kolejnym opcjonalnym rozwiązaniem jest współpraca maszyny z oprogramowaniem znanej niemieckiej firmy Heglmeier. Oferta ta jest skierowana do firm, które zajmują się przede wszystkim produkcją elementów budowlanych, jak parapety, schody czy blaty kuchenne. Program Hegelmeier ASS niemieckiej firmy charakteryzuje się intuicyjną obsługą i szeroką gamą opcji optymalizujących proces cięcia. Głównym atutem programu jest bardzo krótki czas potrzebny na przygotowanie programu obróbczego oraz specjalna automatyka dokładnie wyliczająca wymiary schodów na podstawie wprowadzonego obrysu klatki schodowej. Standardową i przydatną funkcją programu jest automatyczne rozmieszczanie na slabie elementów tak, aby zminimalizować ilość odpadu czy ominąć miejsca defektów na slabie. Program pozwala na podgląd wycinanych elementów w 2D. W przypadku maszyny wyposażonej w kamerę możliwe jest takie rozmieszczanie elementów na slabie, aby dopasować do siebie wycinane elementy kolorystycznie, czy też pod względem struktury slaba.
Chcąc sprostać wysokim wymaganiom dzisiejszego rynku i być na nim konkurencyjnym musimy postawić przede wszystkim na wysoką jakość oferowanych produktów oraz ustawiczne dążenie do obniżki kosztów produkcji. Bez tego zmuszenie zostaniemy do działania wyłącznie na małym rynku lokalnym, często nie oferującym warunków rozwojowych. W obecnych czasach brak rozwoju to cofanie się do tyłu. Obniżka kosztów produkcji oraz wyższa jakość wyrobów gotowych wymagają niestety wysokich nakładów inwestycyjnych. Oferta nowoczesnych maszyn kamieniarskich jest na naszym rynku bardzo bogata, więc jest w czym wybierać. Przede wszystkim należy jednak bardzo dobrze skalkulować planowaną inwestycję, opracować dokładny biznes plan. Bez tych kalkulacji nowo zakupiona maszyna może stać się meblem, zamiast urządzeniem generującym zyski.
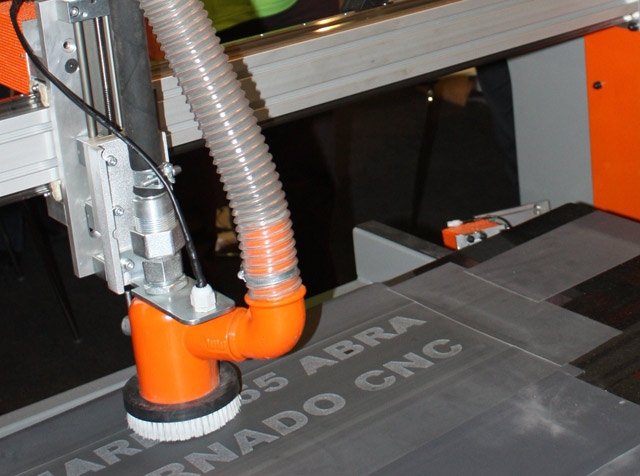
Najnowsze wcielenie Tornado CNC
 Pierwsze urządzenie łączące zalety automatycznego stołu do piaskowania i plotera grawerującego zadebiutowało podczas Marmomacc 2012 i wkrótce potem nagrodzono je podczas targów Kamień-Stone. Rewolucyjne rozwiązania, oparte na silnikach krokowych i sterowaniu numerycznym rozbudowano teraz o opcję automatycznego wiercenia. Inżynierowie z firmy ABRA zapewniają – „3 w 1” to nie koniec możliwości naszego produktu!
Pierwsze urządzenie łączące zalety automatycznego stołu do piaskowania i plotera grawerującego zadebiutowało podczas Marmomacc 2012 i wkrótce potem nagrodzono je podczas targów Kamień-Stone. Rewolucyjne rozwiązania, oparte na silnikach krokowych i sterowaniu numerycznym rozbudowano teraz o opcję automatycznego wiercenia. Inżynierowie z firmy ABRA zapewniają – „3 w 1” to nie koniec możliwości naszego produktu!
Do niedawna branża kamieniarska skazana była na niemały wydatek albo wybór pomiędzy dwoma urządzeniami. Piaskować lub grawerować? Dylemat uprościli inżynierowie z firmy ABRA prezentując podczas tegorocznej edycji targów w Weronie TORNADO CNC, czyli urządzenie (typu: „2w1”) łączące w sobie walory najlepszych maszyn do wykonywania liter i najbardziej zaawansowanych urządzeń do grawerowania portretów. Połączenie zalet automatycznego stołu do piaskowania i plotera grawerującego to najnowsza propozycja polskiego producenta maszyn dla branży kamieniarskich, ale z końcem tego roku pojawia się kolejna aplikacja, dostępna dla wszystkich nabywców TORNADO CNC.
Nie dwa, a trzy w jednym!
Już podczas niedawno zakończonych targów Kamień-Stone pomysłodawcy TORNADO CNC przyjmując statuetkę KLAUDIUSZA 2012 za najlepszy produkt w kategorii „narzędzia, urządzenia i maszyny” przyznawali, że ich najnowsza propozycja kryje wiele więcej rewolucyjnych funkcji. Całkowita automatyzacja procesów, eliminacja przypadkowych błędów, intuicyjna komunikacja – to tylko niektóre z autorskich rozwiązań marki ABRA. Dzięki numerycznemu sterowaniu CNC istnieje wiele więcej obszarów zastosowań automatycznego stołu typu: 2w1. Jedną z nich jest opcja… wiercenia. Tak! Od teraz do bazowego stołu zaprojektowano układ z wiertarką udarową, który umożliwia automatyczne wiercenie otworów do montażu liter z metaloplastyki.
Układ działa następująco: na wcześniej przygotowany szablon przyklejony na płycie najeżdżamy wskaźnikiem lasera, zaznaczając środek poszczególnych otworów, po czym uruchamiamy aplikację definiując głębokość wiercenia. Układ automatycznie wykona wszystkie otwory na płycie! Przystawka do wiercenia w wersji podstawowej obejmuje wiertarkę udarową ze sterowanym (w osi Z) silnikiem krokowym przy pomocy śruby (bezluzowej) wraz z układem czujników odpowiadającym za głębokość wiercenia oraz kompensację siły nacisku wraz z zużywającym się wiertłem. W opcji można ten układ rozbudować o chłodzenie wiertła wodą wraz z systemem odciągu. Na dzień dzisiejszy urządzenie jest już więc typu: „3 w 1”!
Sterowanie numerycznie jest ekonomiczne
TORNADO CNC wyróżnia się na tle tradycyjnych rozwiązań nie tylko połączeniem funkcji automatycznego piaskowania i grawerowania (teraz także: wiercenia) w jednym urządzeniu. Najważniejszą jednak zaletą najnowszej propozycji polskiego producenta jest fakt, że urządzenie pomimo modernizacji, w dalszym ciągu charakteryzuje wydajność i precyzja najlepszych maszyn tego typu. Nowe urządzenie łączy bowiem walory i jakość, z jakich słyną dobrze znane na rynku maszyny: ploter grawerujący Photomaster (model w wersji pionowej i Mini) oraz stoły do piaskowania Tornado 2000. Nie bez znaczenia jest też ekonomika TORNADO CNC. To, co łączy urządzenie z maszynami sterowanymi numerycznie, to eliminacja przestojów, optymalizacja napędów, systemy automatyzacji prac. Znajdziemy tu więc najbardziej wydajne silniki krokowe, bezprzewodowy moduł sterujący, jak i wiele innych udogodnień, które wymyślono i skompletowano w taki sposób, by maszyna sterowana w pełni numerycznie była nadal przystępna cenowo.
Sterowany numerycznie stół TORNADO CNC ma duży, 19-calowy wyświetlacz. Oprogramowanie wizualizuje zaś użytkownikowi wszystkie procesy. Cała zaleta obsługi sprowadza się więc do zdalnego sterowania manipulatorem przywodzącym skojarzenia z zabawą na Playstation! Środowisko Windows stanowi zdecydowane ułatwienie obsługi – wyboru dokonujemy za każdym razem kursorem. Użytkownik TORNADO CNC korzysta też z dobrodziejstw podpowiedzi, haseł, alertów itp. Jeśli wspomnieć, że w standardzie znajdziemy też funkcję „samodiagnozy” przez złącze USB, to śmiało możemy powiedzieć, że mamy do czynienia z pierwszym tak przyjaznym oprogramowaniem CNC, a nowatorskie podejście inżynierów z firmy ABRA stanowi milowy krok w produkcji urządzeń dla branży kamieniarskiej! Producent zapewnia też, że w 99% przypadkach interwencji, jest w stanie zdiagno-zować problem i rozwiązać go via internet! Firma ABRA oddaje branży kamieniarskiej pierwszą tego typu instrukcję „prowadzenia za rękę”. Oprogramowanie zabezpieczy operatora przed przypadkowymi pomyłkami, bo też wszystkie typowe przypadki opóźniające czy niepotrzebnie obniżające jakość pracy – od kalibracji płyty po brak korundu – zostały zabezpieczone. Za sprawą silników krokowych posiadacz TORNADO CNC zyskuje zdecydowaną przewagę nad tradycyjnymi stołami do piaskowania. Przyspieszenie na przejazdach między polami, powrót na bazę – te i podobne ruchy wykonywane są tu błyskawicznie. Zyskała nie tylko motoryka stołu do piaskowania, ale także precyzja pracy. Dokładność programowa pozycjonowania to 0,01 mm!!
Optymalizacja i innowacja
TORNADO CNC zdecydowanie góruje więc nad rozwiązaniami sterowanymi inwerterem (falownikiem). Przełomem w dziedzinie adaptacji najbardziej efektywnych napędów jest sterowane numerycznie TORNADO CNC. Silniki krokowe nie są tu specjalnie energochłonne, bo też nie ma dużych obciążeń, odpada więc konieczność stosowania kosztownych serwonapędów. Wspomniany ruch w osi Z to pewność, że maszyna w sposób nieprzerwany koryguje odstęp głowicy piaskującej (lub grawerującej) od płaszczyzny płyty. Za regulację odległości głowicy od stołu odpowiada w TORNADO CNC oprogramowanie. Po raz pierwszy mamy więc do czynienia z maszyną, która automatycznie koryguje błędy użytkownika i jednocześnie „bierze poprawkę” na niedostatki materiału.
Z innych innowacyjnych rozwiązań warto wymienić nowatorski czujnik minimalnego i maksymalnego poziomu korundu. Tym samym inżynierowie z firmy ABRA wyeliminowali sytuację, że maszyna zatrzyma się z powodu braku ścierniwa. Ta z pozoru błaha innowacja eliminuje sytuacje „pustych”, czyli bezproduktywnych przebiegów głowicy.
Anonsując TORNADO CNC, producent zwraca uwagę, że jego cena skalkulowana jest na poziomie tradycyjnego stołu do piaskowania i połowy wartości plotera grawerującego, a w zamian nabywamy zupełnie nowej generacji narzędzie CNC. Teraz także z możliwością wiercenia!
KUZIK 50 – łupiarka do kamienia
 NAJWAŻNIEJSZE ZALETY MASZYNY:
NAJWAŻNIEJSZE ZALETY MASZYNY:
Korpus maszyny - jest spawaną konstrukcją z gatunkowych stali. Kręgosłup maszyny stanowi równoramienny HEB który w połączeniu z płytami bocznymi oraz stalowymi zastrzałami daje nam niesamowite wytrzymałości na rozrywanie. Waga samego korpusu bez uzbrojenia to 2000 kg. Kształt korpusu umożliwia pracę w wygodnej pozycji, natomiast przyjemny zielony kolor jest przyjazny dla oka.
Siłownik główny - zbudowany jest z grubościennej rury honowanej wewnątrz w której pracuje stalowy tłok, który osadzony jest na chromowanym tłoczysku (powierzchniowo hartowanym). Uszczelnienia tłokowe wytrzymują ciśnienie 800 bar, uszczelnienia dławicy 400 bar. Śruby użyte do montażu są najwyższej klasy (twardość – 12,9).
Zasilacz hydrauliczny - ma kształt prostopadłścianu wewnątrz którego znajduje się zespół pomp, z których jedna z nich to pompa łopatkowa o dużej wydajności ,której bardzo dużą zaletą jest duża żywotność, wyjątkowo cicha i nie zawodna praca. Pompa druga to pompa wysokociśnieniowa, robocza, pracująca na ciśnieniu 350 bar jest pompą tłoczkową o bardzo dobrych parametrach technicznych praca jest bardzo dużym atutem tej maszyny.
Budowa hydraulicznego układu rozdziału cieczy, to prosty układ zaworów sterujących przepływem cieczy z wykorzystaniem zjawiska dyferencji. Układ posiada trzy punkty filtracji oleju, dwa filtry ssące o dokładności filtrowania 40 mikronów oraz filtr doładnego oczyszczania zlewowy o filtracji cieczy 6 mikronów.
Podzespoły użyte do budowy urządzenia mają zamienniki dostępne na całym świecie. Wielkim plusem zasilacza jest jego szczelna i zamknięta budowa, w której schowane są wszystkie elementy. Ściany i pokrywy zbiornika stanowią świetną osłonę przed układami pracujcymi pod bardzo wysokim ciśnieniem, co stwarza układ o wiele bardziej bezpiecznym dla ludzi i ich otoczenia. Schowane układy mają jeszcze jedną ważną zaletę, nie mają do nich dostępu osoby do tego nie upoważnione. Media w układzie, to oleje najwyższej klasy o bardzo dużych właściwościach smarnych , dużej lepkości, zawierające środki antystarzeniowe pozwalające na kilkukrotnie dłuższą pracę. Pragnętu zauważyć, że olej ten jest w cenie zakupu maszyny. Cały zbiornik zamocowany jest na gumowych poduszkach, co umożliwia jego amortyzację.
Głowica górna - wykonana z wysokostopowych materiałów stanowi element roboczy ruchomej części maszyny. Obsadzone w niej noże zakończone są ostrzem wykonanym z płytki widiowej. Każdy z tych noży jest ruchomy i indywidualnie układa się do kształtu ciętego materiału.
Głowica dolna - w swoim uchwycie posiada stałe noże, których oporem jest płytka hartowana, którą można ustawiać w dwóch położeniach. Głowica ta ma możliwość regulacji zbieżności noży obu głowic. Sposób mocowania noży uniemożliwia założenie ich bez dokładnego wyczyszczenia dolnej kasety.
Stół roboczy - jest wykonany z trudnościeralnej blachy wzmocnionej wspornikami. Jego górna płaszczyzna ograniczona jest płytami oporowymi zabezpieczającymi korpus maszyny. Cały element mocowany jest na dwóch elastycznych zawiasach. Czopy mocowania stołu są wsuwane w tulejach wspawanych do korpusu maszyny .Taki sposób mocowania pozwala na bardzo szybką naprawę w przypadku urwania śruby mocującej lub szybkiej regulacji luzów wynikłych w czasie eksploatacji. Stół roboczy jest elementem ruchomym. Siłownik stołu umocowany jest w przedniej środkowej części stołu. W tłoczysku siłownika pomocniczego znajduje się śruba regulacyjna pozwalająca na regulacje wysokości stołu.
Instalacja elektryczna - składa się z silnika elektrycznego, szafy sterowniczej, nożnego włącznika sterującego. Urządzenie zasilane jest napięciem 400 V, napięcie sterowania 24V. Czasowy układ sterowania umożliwia kilkustopniowy ruch głowicy, lub manualny układ sterowania pozwala zatrzymał głowicę w każdej pozycji. Elektryczne sterowanie stołu pozwala na jego opuszczenie bez włączania silnika elektrycznego.
Łupiarki serii "KUZIK 50" otrzymały I nagrodę na Międzynarodowych Targach Kamienia i Maszyn Kamieniarskich „KAMIEŃ 2008” we Wrocławiu w kategorii: „Maszyny, urządzenia i technologie”.
Maszyna posiada znak CE.
Najnowszy numer
6/2025 (139)

Ogłoszenie drobne
kup, sprzedaj, zamień...

Reklama W Kurierze
Poznaj zalety naszego pisma
- Kurier Kamieniarski to dwumiesięcznik – najstarszy na rynku kamieniarskim, wydawany od 1997 r. Jest bezpłatnie wysyłany do ponad 4.000 osób i firm związanych z branżą kamieniarską.
- Nasza baza adresowa jest na bieżąco aktualizowana, a co tydzień dopisujemy do niej nowe firmy. Stale zdobywamy nowe kontakty biorąc udział w targach i spotkaniach branżowych.
- Osiągamy ponad 99% skuteczność - z wysłanych 4.000 egzemplarzy wraca do nas nie więcej niż 30-50 szt.